Lượt xem: 103
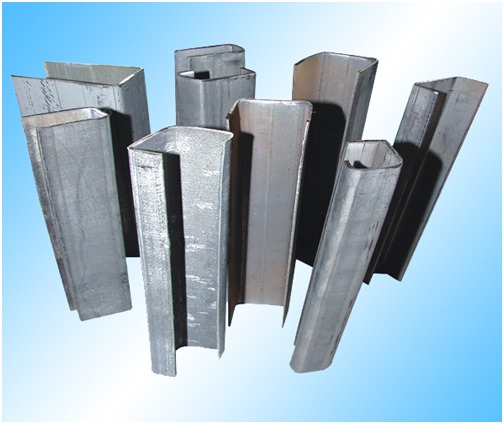
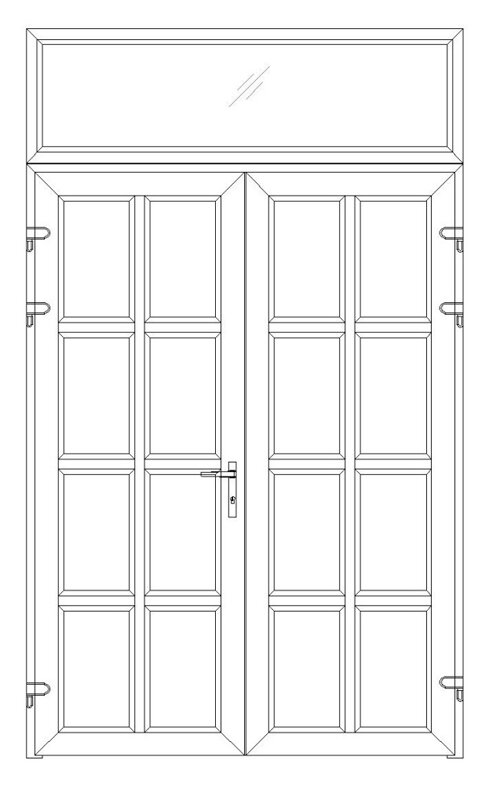
Quy trình sản xuất cửa nhựa lõi thép gia cường
Mã sản phẩm : 1462346640
Chúng tôi đơn vị trực tiếp sản xuất, thi công sản phẩm cửa nhựa lõi thép gia cường tại Hà Nội. Để làm ra được một sản phẩm cửa nhựa lõi thép là một quá trình đòi hỏi kỹ thuật khéo léo và sự chuẩn xác trong từng đường cắt. Chúng tôi xin chia sẻ quy trình sản xuất cửa nhựa lõi thép cho quý khách tham khảo.